Как сохранить работу трубчатого ленточного конвейера?
- доля
- Время выпуска
- 2020/4/14

До и во время работы трубчатой трубы ленточного конвейера , он должен быть проверен и контролироваться. Во время эксплуатации он осматривается два раза в день, а на месте разгрузки проводится детальный осмотр. Чтобы предотвратить заклинивание конвейерной ленты структурной рамой, направляющей канавкой для материала и т. Д., Что может привести к повреждению конвейерной ленты и повлиять на структурную раму, конвейерная лента должна быть отрегулирована. Другой целью регулировки конвейерной ленты является предотвращение утечки транспортируемых материалов по конвейерной линии из-за неправильного положения перекрытия во время процесса транспортировки. Выравнивание и адаптацию конвейерной ленты необходимо проверять в условиях холостого хода, половинной и полной нагрузки. В начале регулировки и проверки, то есть, когда конвейер устанавливается с первой конвейерной лентой, а затем заменяется новой конвейерной лентой, после того, как все соответствующие компоненты завершены, конвейер должен быть запущен в качестве плановой проверки установки. Запустите конвейер без груза и отправьте кого-нибудь, чтобы правильно следить за конвейером по всей линии.
Регулировку конвейерной ленты предпочтительно выполнять отдельно, чтобы на более длинной конвейерной линии можно было опустить работу по многократной регулировке натяжного ролика s. Кроме того, регулировочные работы должны начинаться с рельсового шкива конвейера, вдоль секции подачи, от секции подшипника к головке, чтобы плоская конвейерная лента обычно проходила через ведущий шкив , а затем возвращалась на задний шкив через натяжное устройство по возвратной части. Для регулировки конвейерной ленты на каждой панели натяжных роликов установлены по два регулировочных ролика с роликовыми группами, которые расположены в секции подшипника и секции возврата соответственно. Регулировочные ролики обычно расположены внизу шестигранной группы роликов напротив перекрытия конвейерной ленты. Когда конвейер проходит через секцию горизонтального изгиба, регулировочный ролик обычно смещен внутрь радиуса изгиба.
При регулировке конвейерной ленты, сначала подтвердить , является ли это необходимо вращать перекрывающиеся части конвейерной ленты по часовой стрелке или против часовой стрелки, так что перекрытие части расположена в верхней части (несущая ветвь) или нижней (обратной ветви) полигональных множества холостых , а затем определите, какие ролики на панели роликов необходимо отрегулировать. Определив, что рама катка должна быть отрегулирована, ослабьте ее фиксирующую гайку, чтобы рама катка могла вращаться. Затем поверните натяжную раму в правильном направлении. Следите за тем, чтобы не допустить чрезмерной регулировки регулировки холостого хода r. Величина корректировки должна быть меньше. Отрегулируйте 3 или 4 комплекта соседних регулировочных роликов . Затем наблюдайте в течение примерно 5 минут, чтобы выполнить эту настройку и внести дальнейшие изменения. Какой холостой ход r был отрегулирован, следует отметить на панели холостого хода r для справки. Как только конвейерная лента движется по промежуточной панели, ее следует транспортировать с половинной нагрузкой, а затем при испытании с полной нагрузкой. После регулировки конвейерной ленты все регулировочные натяжные рамы необходимо подтянуть.

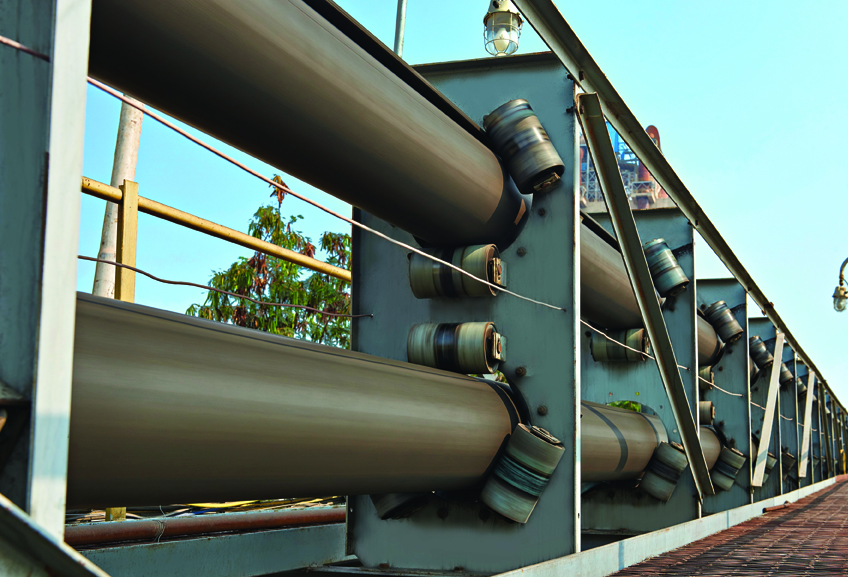
Если обнаруживаются , что кручение конвейерной ленты не улучшилось после корректировки ряда регулировки IDL ERS, скорректированный регулятор ID LERS должен быть сброшен, а затем следующие серии регулировки IDL ERS должны быть скорректированы. Таким образом можно получить эффективный метод регулировки конвейерной ленты. Практика показала , что диагональные Llers идентификатора в гексагональных валиках могут не только поддерживать нагрузку, но и регулировать работу конвейерной ленты, регулируя ее переднее положение наклона, то есть, он может быть использован для регулировки кручения конвейера ремень, конечно, увеличит определенную потребляемую мощность. В процессе регулировки конвейерной ленты, методы настройки и регулировке Мюллера ID натяжном и наклонный натяжной ролик может быть всесторонне использованы для получения лучших результатов. Явление изгиба часто возникает в криволинейной части конвейера. С одной стороны, конвейерная лента деформируется для увеличения скручивания и других неблагоприятных условий. С другой стороны, увеличивается сопротивление движению и потребляемая мощность. С этой целью достигается направление конвейерной ленты криволинейного участка. Горизонтальный натяжной ролик и вертикальный натяжной ролик на картинке можно отрегулировать так, чтобы он был наклонен, как и вышеупомянутый регулирующий ролик, для корректировки скручивания конвейерной ленты. Конвейерная лента имеет характер приработки. После периода обкатки он покажет фиксированные рабочие характеристики при определенных ограничениях. Пока нет серьезных изменений в этом конкретном ограничении, трубчатый ленточный конвейер будет поддерживать существующее рабочее состояние без изменений.